The first time the Purdue model became real to me wasn’t in a training session — it was during a network architecture review on the large oil and gas mega-project in Asia. We were defining cybersecurity zones for IEC 62443 compliance, and the architect drew the now-familiar pyramid on the whiteboard: Level 0 the physical process, Level 1 the controllers, Level 2 the operator stations, Level 3 the plant operations layer, Level 4 the enterprise systems.
Then he started drawing the firewalls — between Level 2 and Level 3, between Level 3 and Level 4, and between Level 4 and the corporate WAN.
What had been an academic reference suddenly became a project deliverable. The Purdue model wasn’t a textbook abstraction; it was the framework that determined where firewalls went, which protocols crossed which boundaries, who had access to what, and how cybersecurity zones got defined. ISA-95 was the standard that made this architecture possible — by defining what information should flow between enterprise and control systems, in what format, with what semantics.
A few years later on that same project, I watched the hydrocarbon allocation system come online — production data flowing from the Honeywell Experion DCS up through the plant historian, into the production accounting system, then to corporate financial reporting. Real volumes of oil and gas, mapped to ownership shares, allocated correctly across joint venture partners. None of that integration would have worked without standardized data definitions. ISA-95 is the standard that defined them.
This guide is the practitioner explanation of ISA-95 I wish I’d had when I first encountered the Purdue model on a real project. I’ll walk through what the standard is, the Purdue Reference Model in working detail, the six parts of the standard, the Level 3-4 interface where the action happens, the four categories of information exchange, B2MML as the practical implementation format, and how ISA-95 integrates with the rest of the ISA standards family (ISA-88, ISA-101, ISA-18.2).
If you’ve read our What Is a DCS cornerstone guide, this article goes deep on the enterprise integration framework that makes the DCS a manageable enterprise asset rather than an island of automation.
TL;DR — Quick Answer: What Is ISA-95?
ISA-95 (officially ANSI/ISA-95, internationally adopted as IEC 62264) is the international standard family for integrating enterprise systems with manufacturing and process control systems. It defines a common terminology, models, and information exchange formats that allow business systems (ERP, MES, production scheduling, supply chain) and operational systems (DCS, PLC, SCADA) to communicate seamlessly.
The standard is built around the Purdue Reference Model — a five-level hierarchy from the physical process (Level 0) up through controllers (Level 1), operator stations (Level 2), plant operations (Level 3), and enterprise systems (Level 4). The standard primarily addresses the Level 3–Level 4 interface where MES and ERP systems exchange production information.
the standard was originally developed in the late 1990s and continues to evolve through multiple parts. It is widely adopted across continuous, batch, and discrete manufacturing industries — oil and gas, refining, petrochemicals, chemicals, power generation, pharmaceuticals, food and beverage, automotive, and electronics.
Key ISA-95 concepts:
- Purdue Reference Model — the five-level hierarchy that everyone in industrial automation cites
- Common data model — standardized terminology for products, equipment, materials, personnel, schedules
- Level 3-4 interface — where business systems meet manufacturing operations
- Four information exchange categories — production schedule, production capability, production performance, production capacity
- B2MML (Business-to-Manufacturing Markup Language) — XML schemas implementing the standard
- Foundation for IEC 62443 cybersecurity zones and Industry 4.0 architectures
What You Will Learn
This guide covers the standard at practitioner depth:
- What the standard is, what it requires, and why it exists
- The Purdue Reference Model — all six levels (0 through 5) explained from real projects
- The six parts of the the standard and what each part covers
- The Level 3–Level 4 interface — where most implementation actually happens
- The four categories of information exchange (downward and upward flows)
- B2MML and how the standard gets implemented in practice
- How the standard integrates with ISA-88 batch control, ISA-101 HMI design, and ISA-18.2 alarm management
- Cybersecurity at the Level 3–Level 4 boundary (IEC 62443 zones and conduits)
- Implementation realities on real EPC oil and gas projects
- Common implementation mistakes I’ve seen
What ISA-95 Is and Why It Exists
To understand the standard, you have to understand the integration problem it solved.
The integration problem the standard solved.
Through the 1980s and 1990s, manufacturers built their enterprise IT systems (ERP, financial systems, production planning) separately from their plant control systems (DCS, PLC, SCADA). When the two needed to talk — and increasingly they did, as enterprises wanted real-time production visibility — every integration was custom. Custom data definitions. Custom interfaces. Custom mapping between business concepts and control system tags.
The consequences were predictable and expensive:
- Every integration project was a multi-year custom development
- ERP changes broke control system interfaces
- DCS migrations broke ERP reporting
- Different sites within the same company couldn’t aggregate production data because each used different terminology
- Joint venture partners couldn’t reconcile production allocations because each measured differently
- Acquisitions created data integration nightmares as enterprise systems and plant systems didn’t speak the same language
This wasn’t a technology problem — it was a semantic problem. The same physical reality (a barrel of crude, a batch of polymer, a kilogram of pharmaceutical product) was described differently in business systems versus control systems, and translating between them required custom engineering every time.
The development of the standard.
In the mid-1990s, the ISA standards committee began work on what became ANSI/ISA-95. The standard built on earlier work from the Purdue Enterprise Reference Architecture (PERA, developed at Purdue University) and from the Manufacturing Enterprise Solutions Association (MESA). The first part of the standard was published in 2000; subsequent parts followed through the 2000s and 2010s.
Internationally, the standard was adopted as IEC 62264 — technically identical content with international numbering. References to either name generally refer to the same family of standards.
What the standard actually defines.
The standard establishes:
- A hierarchical model (the Purdue Reference Model) that defines five levels of manufacturing activity
- A common data model that defines standardized terminology for products, equipment, materials, personnel, schedules, and operations
- Information exchange categories that define what data flows between enterprise and control systems
- Activity models that describe how manufacturing operations management functions work
- Object models that specify exactly what data structures look like
- Implementation formats (B2MML) that turn the abstract models into concrete XML schemas
The standard is technology-agnostic by design. It doesn’t specify which ERP system you use or which DCS platform you run on. It specifies the semantics of the integration — and the rest is implementation.
For broader DCS context, see our What Is a DCS cornerstone guide.
The Purdue Reference Model — All Six Levels Explained
The Purdue Reference Model is the most-cited structural framework in industrial automation. Every cornerstone-type article references it. Understanding it from the ground up is essential to understanding the standard in practice.
ISA-95 Level 0 — The Physical Process.
The actual process being controlled — the chemistry happening in a reactor, the separation happening in a distillation column, the combustion happening in a furnace. This is the physical reality that everything above exists to manage. Sensors measure it; final elements (valves, motors, heaters) act on it.
Level 1 — Sensing and Manipulation (Field Instruments and Controllers).
The field devices and the controllers that execute the actual control logic. Pressure transmitters, temperature sensors, flow meters, control valves, motor starters, gas detectors. The DCS C300 controllers on Honeywell Experion, the FCS controllers on Yokogawa CENTUM, the controllers on Emerson DeltaV — all Level 1. PLCs handling OEM packaged equipment — also Level 1.
This is where deterministic real-time control happens. Scan cycles measured in milliseconds. Control loops executing continuously. The DCS or PLC is making the actual decisions that move valves and trip motors.
Level 2 — Supervisory Control and HMI.
The operator stations, engineering workstations, and supervisory systems that humans interact with directly. Experion Stations, Yokogawa HIS, DeltaV Operator Workstations. The HMI design discipline governed by ISA-101 lives here. The alarm management framework defined by ISA-18.2 operates here.
Time scales at Level 2 are slower than Level 1 — seconds to minutes rather than milliseconds. Operators monitor process state, acknowledge alarms, adjust setpoints, start and stop equipment. The DCS as a complete system spans Levels 1 and 2.
Level 3 — Manufacturing Operations Management.
The plant-level systems that manage manufacturing operations as a whole — Manufacturing Execution Systems (MES), batch management systems, plant historians, production scheduling, quality management, maintenance management, document management, advanced process control coordination.
Level 3 is where individual control systems get coordinated into plant-wide operations. The plant operates 24/7, producing products, consuming materials, generating waste, tracking production metrics. Level 3 systems track all of this and provide the operational layer between real-time control and business systems.
Time scales at Level 3 are minutes to days. Production reports, shift summaries, batch completion records, material consumption tracking.
Level 4 — Site Business Planning and Logistics.
The site-level business systems — Enterprise Resource Planning (ERP) systems, production planning, materials management, financial reporting, regulatory reporting, supply chain integration. SAP, Oracle, custom ERP implementations.
Time scales at Level 4 are days to months. Production plans, financial closing cycles, regulatory reporting periods, supply chain coordination.
Level 5 — Enterprise / Corporate.
The corporate-level systems above any single site — multi-site planning, corporate financial systems, strategic planning, executive reporting. Level 5 wasn’t always explicitly in the Purdue model; it was added as multi-site enterprises and corporate cloud systems became more prominent.
Where the standard sits in the model.
The standard primarily addresses the Level 3–Level 4 interface — the boundary between operational systems (MES, historians, batch management) and business systems (ERP, planning, financial). This is where the most challenging integration problems exist, and where the common data model delivers the most value.
The standard also addresses interfaces above and below this primary boundary — Level 4 to Level 5 connections, internal Level 3 architectures, and the relationship between Level 3 and the underlying control layer (Levels 0-2) — but the Level 3-4 interface is the heart of the standard.
The Six Parts of the Standard
The ISA-95 standard is published in multiple parts, each addressing a different aspect of enterprise-control integration. Most articles cover only Part 1; the full picture requires understanding all six.
ISA-95 Part 1 — Models and Terminology.
The foundational part defining the Purdue Reference Model, the hierarchical equipment model, the common data model for products, equipment, materials, and personnel, and the standard terminology that the rest of the standard uses. If you only read one part, this is it.
Part 2 — Objects and Attributes.
Defines the detailed object structures for each entity in Part 1’s data model. What attributes does a Production Order have? What attributes describe a Material Lot? What information makes up a Personnel Record? Part 2 specifies these in detail so implementers know exactly what data fields the standard expects.
Part 3 — Activity Models of Manufacturing Operations Management.
Defines the Manufacturing Operations Management (MOM) activities that happen at Level 3. Production Operations Management, Maintenance Operations Management, Quality Operations Management, Inventory Operations Management — each is modeled with its activities, inputs, outputs, and resources. Part 3 is what an MES implementer references to structure their system.
Part 4 — Objects and Attributes for Manufacturing Operations Management.
Extends Part 2’s object models to cover the MOM activities defined in Part 3. The information that flows between MOM activities, the structures of work requests, work responses, performance data — all defined in Part 4.
Part 5 — Business-to-Manufacturing Transactions.
Defines the actual transactions that exchange information across the Level 3-4 interface. Get-Schedule transactions, Send-Performance transactions, Acknowledge transactions — each specified so that any compliant ERP and any compliant MES can communicate without custom development.
Part 6 — Messaging Service Model.
Defines a messaging service model for applications exchanging information across Levels 3 and 4 and within Level 3. The newer parts of the standard increasingly address modern integration patterns (publish-subscribe, event-driven architectures) beyond the original request-response paradigm.
Additional parts and technical reports.
The standard continues to evolve with additional technical reports covering specific aspects — manufacturing operations management activity models for specific industries, integration with ISA-88 batch control (ISA-95.00.05 includes batch transactions), and modern data architecture considerations.
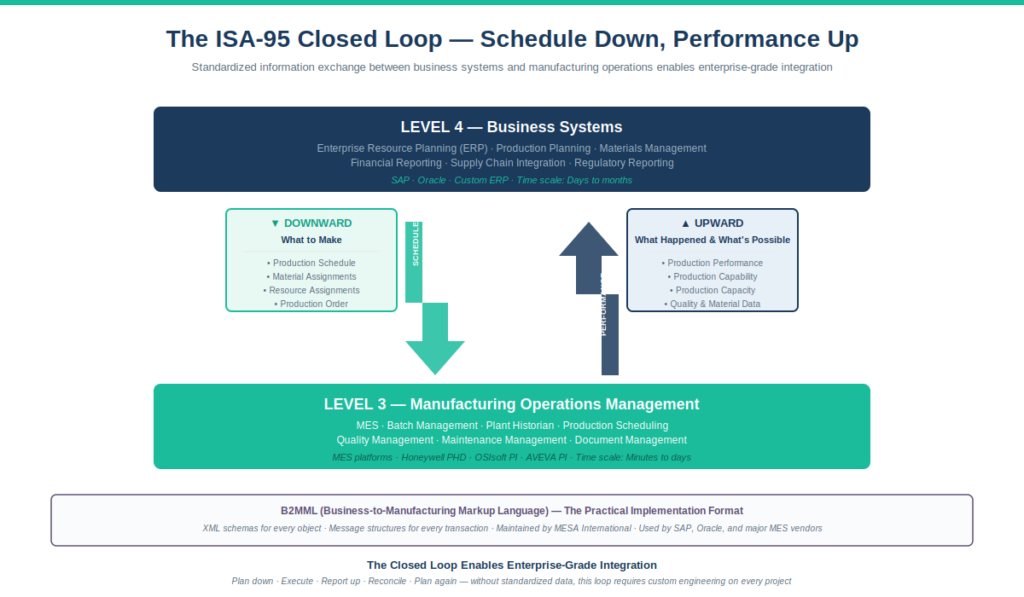
The Level 3-4 Interface — Where the Standard Lives
The Level 3-4 interface is where most implementation actually happens. Production schedules flow downward; production performance flows upward. The standard defines what this exchange looks like.
Downward flows (what to make).
The ERP/business system sends information down to MES:
- Production Schedule — what to produce, in what quantity, on what equipment, by when
- Production Capability Request — query the plant’s ability to produce something (used for production planning)
- Material assignments — which raw materials are allocated to which production orders
- Resource assignments — which equipment, personnel, energy resources are assigned
Upward flows (what was made and what happened).
The MES sends information back up to ERP/business:
- Production Performance — what was actually produced, when, with what quality, using what materials and resources
- Production Capability — what the plant can actually produce (its real capacity right now)
- Quality data — quality test results, deviation records, batch genealogy
- Material consumption — what materials were actually used (for inventory and cost accounting)
- Equipment status — current operational state, maintenance status
The closed loop.
Schedule down. Performance up. Compared. Adjusted. Schedule down again. The closed loop is the heart of the Level 3-4 interface and the heart of effective enterprise-to-manufacturing integration.
On the oil and gas mega-project in Asia, this closed loop manifests as production targets coming down from corporate planning, real production volumes flowing back up through the historian and production accounting, and reconciliation happening monthly to verify what was planned matches what was produced. The standard’s common data model is what makes this reconciliation possible across systems from different vendors.
The Four Categories of Information Exchange
The standard groups Level 3-4 exchange into four categories. Each maps to a specific B2MML schema and represents a specific type of information.
Production Schedule (downward).
What the enterprise system tells the plant: “Make X amount of Product Y on Equipment Z during Time Window T.” The schedule includes product definitions, quantity requirements, equipment assignments, materials, personnel, and timing.
Production Capability (upward).
What the plant tells the enterprise system about what it can do right now. Current available capacity, equipment health, materials on hand, personnel availability. Enables business systems to plan against actual plant reality rather than theoretical capacity.
Production Performance (upward).
What actually happened during production. Quantities produced, quality results, materials consumed, equipment utilization, deviations from plan, batch records. This is the data that enables financial closing, regulatory reporting, and continuous improvement analysis.
Production Capacity (upward).
What the plant could produce if it received specific demands. This is more predictive than current capability — used for capacity planning, scheduling future production, and committing to customer delivery dates.
Each category maps to a specific data structure defined in Part 2 of the standard and implemented as a specific B2MML XML schema. ERP and MES systems exchange messages conforming to these schemas, and any compliant implementation on either side can interpret the messages correctly.
B2MML — The Practical Implementation Format
B2MML (Business-to-Manufacturing Markup Language) is the XML implementation of the standard. While the standard defines the conceptual models, B2MML defines the actual XML schemas that systems exchange.
What B2MML provides.
- XML schemas for every object defined in Part 2 and Part 4 of the standard
- Message structures for the transactions defined in Part 5
- Validation rules so that exchanged messages can be verified for compliance
- A common vocabulary that ERP vendors, MES vendors, and custom integration teams all reference
B2MML in practice.
When SAP sends a production order to a plant MES, the message is structured per B2MML schemas. When the MES sends back production performance, that message is also B2MML-formatted. Both systems understand the structure because both reference the same XML schemas published by MESA International (the organization that maintains B2MML).
Why this matters operationally.
Without B2MML, every ERP-to-MES integration requires custom data format definition. With B2MML, integrations become configuration exercises rather than custom development. New plants can be brought online with standard integration patterns. Acquisitions can be integrated more quickly. Multi-site reporting becomes feasible because every site speaks the same data language.
On the mega-project I currently work on, the production accounting system integrates with the DCS historian through structures aligned with B2MML conventions. The work to bring new sub-areas online is materially smaller because the integration patterns are pre-defined.
How the Standard Integrates with the Rest of the ISA Standards Family
The standard doesn’t exist in isolation. It’s part of a family of ISA standards that together define how modern industrial operations should be structured.
the standard + ISA-88 (Batch Control).
ISA-88 defines the batch control layer — recipes, equipment modules, control modules, batch procedures. the standard extends this upward to enterprise integration. The technical report ISA-95.00.05-2008 (and subsequent updates) specifically addresses how the two standards work together — how a production order from ERP becomes a batch recipe execution at the control layer, and how batch performance flows back up to enterprise reporting.
In pharmaceutical batch operations under FDA Part 11 / GAMP 5, the the standard + ISA-88 combination is the structural foundation for electronic batch records and 21 CFR Part 11 compliance.
the standard + ISA-101 (HMI Design).
ISA-101 defines how operator HMIs are designed at Level 2. The standard at Level 3-4 defines what production information flows above the HMI layer. The two are complementary — Level 2 HMI design supports the operator working with the process; Level 3-4 integration supports the enterprise working with production data.
the standard + ISA-18.2 (Alarm Management).
ISA-18.2 defines alarm management at Level 2. Some alarm-related data flows upward — alarm performance metrics, top contributing alarms, response time data — and the standard’s information categories accommodate this flow.
the standard + IEC 62443 (Cybersecurity).
This integration is increasingly critical. IEC 62443 defines cybersecurity zones and conduits for industrial control systems. The standard’s level model is the natural framework for defining zone boundaries — Level 2 is typically one zone, Level 3 another, Level 4 another. The conduits between zones (the protocols, firewalls, and access controls that allow data to flow) align with the standard’s information exchange interfaces.
On the oil and gas mega-project, this integration directly shaped the network architecture. The DCS network (Levels 1-2) is one IEC 62443 zone; the plant operations network (Level 3) is a separate zone; the corporate network (Level 4) is a third zone. Conduits between zones are tightly controlled. The standard’s level model is what makes this architecture coherent.
Implementation Realities on Real EPC Projects
The ISA-95 standard is a model. Real implementation on a real project involves practical decisions that the standard doesn’t directly address.
Greenfield vs brownfield.
On greenfield mega-projects, the standard can be implemented coherently from project conception. Architectural decisions about MES selection, historian architecture, ERP integration patterns all align with the standard from the start. The result is clean integration that scales.
On brownfield projects, existing systems and existing integrations don’t necessarily align with the standard. Migration paths are gradual — replacing custom integrations with the standard’s transactions over multiple phases, often during turnarounds.
Vendor coordination.
On a typical mega-project, compliant architecture involves coordination across multiple vendors: the DCS vendor (Honeywell, Yokogawa, Emerson), the MES vendor (often different from DCS vendor), the historian vendor, the ERP vendor, and various third-party integrators. The standard’s common data model is what allows this coordination to work — but it requires explicit project governance.
Production accounting and hydrocarbon allocation.
In oil and gas, the standard supports production accounting workflows — measuring what was produced, allocating it across joint venture partners according to ownership shares, calculating royalties and taxes, generating regulatory reports. These workflows are heavily regulated and audited. Standardized data definitions are essential to making them auditable.
Cloud and edge architectures.
Modern industrial cloud architectures (vendor cloud historians, cloud MES, edge computing) are increasingly common. The standard’s level model and information exchange categories adapt to these architectures, though the implementation patterns differ from traditional on-premise integration.
For the broader architectural context of where the standard’s Level 3 systems fit alongside DCS and PLC architectures, see our DCS vs SCADA vs PLC capstone guide.
Common Implementation Mistakes I’ve Seen
After working on EPC projects with the standard’s architecture across multiple sites, here are the recurring mistakes:
Treating the standard as just a level diagram. Many engineering teams know the five-level Purdue pyramid and stop there. The standard’s value comes from the common data model, the information exchange categories, and the activity models — not just the pyramid. Skipping the data model means losing most of the standard’s benefit.
Building custom integrations when standard transactions would work. “It’s faster to just write a custom interface” is the trap that destroys the standard’s benefit. The custom interface works for one project. The standardized transaction works across projects, vendor changes, and acquisitions. Time horizon matters.
Ignoring B2MML. Some teams implement the standard’s conceptual models but invent their own data structures rather than using B2MML XML schemas. The result is implementations that are conceptually compliant but practically incompatible. Use B2MML schemas.
Treating Levels 3 and 4 as the same system. MES and ERP are different. They serve different users, run on different schedules, have different reliability requirements. The standard’s distinction between Level 3 and Level 4 exists because these layers genuinely have different concerns. Conflating them creates integration architectures that don’t scale.
Forgetting the Level 2-3 boundary. Most discussion of the standard focuses on Level 3-4. But the Level 2-3 boundary matters too — how does the DCS historian feed Level 3 MES? How do alarm metrics from Level 2 reach Level 3 alarm performance reporting? These interfaces matter as much as the Level 3-4 boundary.
Underestimating cybersecurity integration. The standard’s level model is the natural foundation for IEC 62443 zones, but implementing cybersecurity requires explicit engineering — not just adopting the level model. Each zone needs explicit security requirements, each conduit needs specific protocol restrictions.
Skipping data governance. the standard defines what data flows; it doesn’t define who owns it, who maintains it, who can change it. Without data governance discipline, the standard’s data model degrades over time as different teams update it inconsistently.
Treating cloud architectures as exceptions. Modern cloud MES and cloud historian architectures aren’t exceptions to the standard’s framework — they’re implementations of it. The level model and information categories apply to cloud and edge as much as to traditional on-premise. Force-fitting cloud as “different” creates architectural inconsistency.
Ignoring the ISA-88 + standard combination in batch contexts. In pharmaceutical and specialty chemical operations, batch control (ISA-88) and enterprise integration must work together. Implementing one without the other creates integration gaps that show up during regulatory audits.
Failing to align with cybersecurity from day one. The standard’s level model determines where cybersecurity zone boundaries go. Designing the integration architecture without coordinating with cybersecurity creates rework when IEC 62443 compliance audits identify gaps.
Frequently Asked Questions
What is ISA-95?
ISA-95 (ANSI/ISA-95, also known internationally as IEC 62264) is the international standard for integrating enterprise systems with manufacturing and process control systems. It defines a common data model, the Purdue Reference Model, and information exchange categories that allow business systems (ERP, MES) and operational systems (DCS, PLC, SCADA) to communicate using standardized terminology and structures.
What is the Purdue Reference Model?
The Purdue Reference Model is the hierarchical framework used by the standard, consisting of six levels: Level 0 (physical process), Level 1 (sensing and control), Level 2 (supervisory control and HMI), Level 3 (manufacturing operations management/MES), Level 4 (site business planning/ERP), and Level 5 (enterprise corporate). The model originated from Purdue Enterprise Reference Architecture (PERA) in the 1980s.
What is the difference between the standard and IEC 62264?
They are the same standard with different numbering. ISA-95 is the ANSI/ISA designation in North America; IEC 62264 is the international IEC designation. The technical content is identical.
What is the relationship between the standard and ISA-88?
ISA-88 defines the batch control layer at Levels 1-2; ISA-95 extends the integration framework upward through Level 4. The technical report ISA-95.00.05 specifically addresses how the two standards work together. In batch operations (pharmaceutical, specialty chemicals), both standards must be implemented together.
What is B2MML?
B2MML (Business-to-Manufacturing Markup Language) is the XML implementation of the ISA-95 data models. It defines the actual XML schemas that systems exchange across the Level 3-4 interface. B2MML is maintained by MESA International and is the practical format for compliant integration.
What is the Level 3-4 interface?
The Level 3-4 interface is the boundary between manufacturing operations management systems (MES, batch management, historians, scheduling) and business systems (ERP, planning, financial). The standard primarily addresses this interface, defining four categories of information exchange: production schedule (downward), production capability, production performance, and production capacity (all upward).
How does the standard relate to cybersecurity?
The Purdue Reference Model is the natural foundation for IEC 62443 cybersecurity zone definitions. Level 2 is typically one cybersecurity zone (process control network); Level 3 is another zone (plant operations network); Level 4 is a third zone (corporate IT). Conduits between zones (firewalls, protocol gateways) align with the standard’s information exchange interfaces.
Is the standard mandatory?
The standard is voluntary in most jurisdictions but is widely adopted as recognized good engineering practice. Industries with regulatory requirements (pharmaceuticals under FDA Part 11, oil and gas under various national regulators) often expect or require compliance for production accounting, electronic batch records, and regulatory reporting.
How long does implementation take?
For a greenfield mega-project, the standard’s architecture is designed during project conception and implemented through the engineering and commissioning phases — multiple years on a large oil and gas mega-project. For a brownfield implementation on an existing facility, migration typically happens incrementally over multiple years during turnarounds.
Which industries use ISA-95?
The standard is widely adopted across continuous, batch, and discrete manufacturing: oil and gas (upstream, midstream, downstream), refining, petrochemicals, chemicals, power generation, pharmaceuticals, food and beverage, automotive, electronics, pulp and paper, and metals and mining. Per industry estimates, more than 90% of major manufacturers use the standard in some form.
Conclusion
ISA-95 is the foundation framework that turns the DCS from an island of automation into an integrated enterprise asset. The standard’s Purdue Reference Model is the most-cited structural framework in industrial automation. The common data model is what allows business systems and control systems to actually communicate. The information exchange categories define what flows between Level 3 manufacturing operations and Level 4 business systems.
The most important practical truths about the standard:
- The Purdue Reference Model is the foundational framework; understanding all six levels is essential
- The standard’s value comes from the common data model and information exchange categories, not just the level pyramid
- The Level 3-4 interface is where most implementation happens
- B2MML XML schemas are the practical format for compliant integration
- The standard integrates with ISA-88 (batch), ISA-101 (HMI), ISA-18.2 (alarms), and IEC 62443 (cybersecurity)
- Modern cloud and edge architectures fit within the standard’s framework, not outside it
- Implementation is a multi-year discipline, not a single project deliverable
On every EPC project I’ve worked on with ISA-95-aligned architecture, the integration outcome has been measurably better than projects without that discipline. Production accounting works correctly across joint venture partners. Regulatory reporting flows automatically from the DCS through the historian through production accounting. Cybersecurity zones make sense and audit successfully against IEC 62443. The investment in the standard’s discipline pays back across the operational life of the facility.
If you’re approaching an enterprise integration architecture decision, resist the temptation to start with technology selection. Start with the level model. Define what information should flow between levels. Use the standard’s common data model rather than inventing your own. Coordinate with cybersecurity from day one. And recognize that the standard’s framework is what makes modern Industry 4.0 architectures (cloud historians, edge analytics, vendor-agnostic MES) actually deliverable rather than just aspirational.
For broader DCS context, see our What Is a DCS cornerstone guide. For the companion standards in the ISA family, see our ISA-101 HMI Design guide and ISA-18.2 Alarm Management guide. For platform-specific implementation context, see our Honeywell Experion PKS architecture guide, Yokogawa CENTUM VP architecture guide, and Emerson DeltaV architecture guide. For the broader architectural decision of where Level 3 systems fit relative to DCS, PLC, and SCADA architectures, see our DCS vs SCADA vs PLC capstone guide.
About the Author
Daniel Reed is an Instrument and Controls Engineer with 14+ years of oil and gas EPC experience across onshore and offshore projects in Asia and Africa. He currently works as a client-side I&C completion engineer on a large oil and gas mega-project in Asia, where he has been involved with Honeywell Experion PKS and Safety Manager since 2018.
His earlier work covered Yokogawa CENTUM and Triconex SIS on an offshore brownfield in Africa (2015-2018), and Yokogawa CENTUM and ProSafe-RS on a gas-to-liquids facility in Africa. His focus is engineering deliverable review, control and safety system commissioning, HAZOP/SIL/SIF participation, FAT/SAT execution, compliant architecture design across multiple DCS platforms, and vendor coordination across Honeywell, Yokogawa, Triconex, Allen-Bradley, and Siemens platforms.