On the gas-to-liquids facility in Africa where I learned process control, one of the fired heaters had a feed flow that varied significantly during normal operation. The downstream process required the heater outlet temperature to stay within ±2°C, but the temperature loop was a slow feedback PID controller — it could only react after the temperature had already started to drift.
When the feed rate jumped from 60% to 90%, the temperature would dip by 4-5°C before the feedback controller could catch up. Operations had to ride the controller during rate changes, manually biasing the fuel gas to stay ahead of the disturbance.
The fix was a fuel-to-feed ratio feedforward control. The feed flow signal was multiplied by a calibration constant and added to the fuel gas demand, so when feed rate changed, fuel gas demand changed simultaneously — before the temperature had a chance to drift. After implementing the feedforward, temperature held within ±0.8°C even during aggressive rate changes. Operations stopped riding the controller, and the heat balance held tight.
That’s feedforward in practice. It’s not about replacing feedback — feedback is still doing the final trim. Feedforward is about anticipating disturbances and acting before they affect the controlled variable. When the disturbance is measurable and significant, feedforward dramatically improves control. When the disturbance is small or hard to measure, feedforward adds complexity without benefit.
This guide walks through feedforward from a working DCS commissioning engineer’s perspective. I’ll cover what feedforward is, how it differs from feedback, the math behind it, when it’s the right answer, when it isn’t, and how it combines with cascade architectures to produce the tightest control achievable in real process plants.
If you’ve read our Cascade Control Explained guide and our PID Tuning Methods guide, this article builds directly on those concepts. Feedforward is often layered on top of cascade architectures for the most demanding control problems.
TL;DR — Quick Answer: What Is Feedforward Control?
Feedforward control is a control strategy that measures a disturbance variable directly and applies a corrective action to the process input before the disturbance affects the controlled variable. This contrasts with feedback control, which reacts only after the controlled variable has deviated from setpoint.
A feedforward controller requires three elements: a measurable disturbance variable (DV), an approximate process model relating the disturbance to its effect on the controlled variable, and a calculation that generates the corrective action. The corrective action is typically combined with feedback control output through summation or ratio multiplication.
Feedforward is widely used in process industries on fired heaters (fuel-to-feed ratio), boilers (three-element drum level control), distillation columns (feed disturbance compensation), and any process with significant measurable upstream variations. It is rarely used alone — modern implementations combine feedforward with feedback (and often cascade) in a hybrid architecture where feedforward handles the bulk of the disturbance and feedback trims the small residual error.
Implementation in modern DCS platforms — Honeywell Experion PKS, Yokogawa CENTUM VP, Emerson DeltaV — uses standard function blocks for ratio, multiplication, summation, and dynamic compensation. The engineering effort goes into selecting the right disturbance variables, building a reasonable process model, and tuning the combined feedforward-plus-feedback system.
What You Will Learn
This guide covers feedforward at working-engineer depth:
- What feedforward is and how it differs from feedback
- The mathematical basis: process gain, dynamic compensation, deadtime matching
- Common feedforward architectures: ratio, summation, and bias forms
- When feedforward is the right answer for a control problem
- When feedforward is over-engineering or actively counterproductive
- How feedforward combines with cascade for maximum disturbance rejection
- Real implementation examples from fired heaters and boilers
- How feedforward is configured in Experion, CENTUM, and DeltaV
- Common feedforward mistakes I’ve seen on real projects
What Is Feedforward Control — A Working Definition
Feedforward control is the application of corrective action based on direct measurement of a disturbance variable, before that disturbance has time to affect the controlled variable. The control action is calculated from a process model rather than from observed error.
The core insight is this: if you know a disturbance is coming, and you know approximately how it will affect the process, you can apply a corrective action immediately rather than waiting for the controlled variable to drift.
Three things must be true for feedforward to work:
- The disturbance must be measurable — you need a sensor on the disturbance variable
- The disturbance must have a known effect on the controlled variable — you need at least an approximate process model
- The disturbance must be significant — small disturbances aren’t worth the engineering effort
These conditions are met routinely on fired heaters (feed rate changes affect outlet temperature), boilers (steam demand changes affect drum level), and distillation columns (feed composition changes affect product purity). They are not met on processes with random, unmeasurable disturbances — those require feedback control or stochastic methods.
For technical depth on feedforward architectures, The Chemical Engineer publishes the highly regarded Myke King “Practical Process Control” series, and ControlGuru provides additional practitioner-oriented references.
Feedforward vs Feedback Control — The Key Distinction
The difference between feedforward and feedback is fundamental to understanding when each applies:
Feedback control measures the controlled variable (CV), compares it to the setpoint, and calculates a corrective action based on the error. Action is reactive — it happens after the controlled variable has already drifted. PID is the universal feedback control algorithm.
Feedforward control measures the disturbance variable (DV), uses a process model to predict its effect on the controlled variable, and applies a preemptive corrective action. Action is proactive — it happens before the controlled variable has had time to respond.
| Aspect | Feedback Control | Feedforward Control |
|---|---|---|
| Triggered by | Measured CV deviation from setpoint | Measured disturbance variable |
| Timing | Reactive (after error appears) | Proactive (before error appears) |
| Process model required | No — PID works without model | Yes — model relates DV to CV |
| Handles unmeasured disturbances | Yes | No |
| Performance limit | Process dynamics + tuning | Model accuracy + DV measurement |
| Typical use | Universal — every controlled loop | Specific — significant measurable DVs |
The key practical truth: feedforward and feedback are complementary, not competitive. Feedback alone cannot prevent the initial deviation caused by a known disturbance. Feedforward alone cannot correct for model inaccuracy or unmeasured disturbances. Both together produce tighter control than either alone.
This is why almost every industrial feedforward implementation is actually feedforward-plus-feedback. The feedforward block does the bulk of the work for measured disturbances; the feedback PID trims the small residual error caused by model imperfection.
The Math Behind Feedforward Control
It requires a quantitative relationship between the disturbance variable and the controlled variable. The complexity of the math depends on whether dynamic compensation is needed.
Static feedforward.
The simplest case: assume the disturbance affects the controlled variable instantaneously, with a fixed gain. The feedforward calculation is:
U_ff = K_ff × DV
Where U_ff is the feedforward contribution to the manipulated variable, K_ff is the feedforward gain (typically determined from process heat or material balance), and DV is the measured disturbance variable.
For a fired heater fuel-to-feed ratio, K_ff comes from the heat balance: how many BTU/hr of fuel gas are needed to heat the feed from its inlet temperature to the outlet temperature, per unit of feed flow. The calculation is standard process engineering — heat capacity of the feed times the temperature rise gives the heat duty, and the heat duty divided by fuel heating value gives the fuel demand.
Dynamic feedforward with deadtime compensation.
More sophisticated feedforward accounts for the difference in dynamics between the disturbance path and the manipulated variable path. If the disturbance affects the controlled variable with a deadtime of 30 seconds, but the manipulated variable affects the controlled variable with a deadtime of 10 seconds, you need to delay the feedforward action by 20 seconds to match.
The general form is:
U_ff(t) = K_ff × DV(t – θ) × (filter dynamics)
Where θ is the deadtime difference and the filter dynamics provide lead-lag compensation for time constant differences. This is implemented in DCS function blocks as deadtime delay plus first-order filter.
In practice, perfect dynamic compensation is rarely achievable. The process model is approximate, the disturbance dynamics vary with operating conditions, and the lead-lag dynamics introduce tuning complexity. Most industrial feedforward implementations use static feedforward with minimal dynamic compensation, accepting some imperfection in exchange for simplicity.
For the rigorous mathematical treatment with worked examples, control.com’s free textbook chapter on feedforward control by Tony Kuphaldt is one of the best free references available.
Common Feedforward Control Architectures
There are three standard ways to combine the feedforward signal with feedback PID output. Each is appropriate for different applications.
Ratio feedforward.
The feedforward signal is multiplied by a ratio target to generate a setpoint for a secondary controller. This is the most common feedforward architecture in process industries — fuel-to-feed ratio on fired heaters, air-to-fuel ratio on combustion control, reagent-to-feed ratio in chemical mixing.
The architecture is essentially a multiplier function block: secondary setpoint = ratio × disturbance variable. An operator-adjustable ratio target provides operational flexibility.
Ratio feedforward is fundamentally a cascade architecture with the primary controller’s output replaced (or augmented) by the ratio calculation. The secondary loop controls the ratio’d variable; the ratio block sets its setpoint.
For a complete practitioner guide to ratio control as a standalone architecture — including basic and cross-limiting forms for combustion safety — see our Ratio Control Explained guide.
Summation feedforward (bias form).
The feedforward calculation is added to the feedback PID output to produce the total manipulated variable signal. This is the bias form because the feedforward contributes a bias to whatever the PID would have done on its own.
Final output = PID output + K_ff × DV
When the disturbance changes, the bias changes immediately. The PID output adjusts more slowly through its normal feedback action, but the immediate response comes from the feedforward.
Summation feedforward is common when the relationship between DV and manipulated variable is additive rather than multiplicative. Heat balance corrections often work this way — adding fuel BTU/hr for additional feed BTU/hr.
Multiplication feedforward (gain scheduling).
The feedforward signal modifies the PID gain or the manipulated variable scaling based on the disturbance. This is less common in pure feedforward applications and more common in gain scheduling — adjusting controller behavior based on operating conditions.
The choice between these architectures depends on the physics of the process. Ratio for proportional relationships (mixing, combustion stoichiometry). Summation for additive relationships (heat balance). Multiplication for nonlinear gain compensation.
When to Use Feedforward Control
It is the right answer when several specific conditions are met simultaneously:
- The process has a significant measurable disturbance that affects the controlled variable
- The disturbance can be measured upstream of where it affects the controlled variable
- The relationship between the disturbance and the controlled variable is predictable (heat balance, material balance, stoichiometric ratio)
- The disturbance occurs faster than feedback control can correct it, or the deviation it causes is unacceptable
- The benefit of better disturbance rejection justifies the engineering effort of designing, tuning, and maintaining the feedforward
Typical feedforward applications in process industries:
- Fired heater outlet temperature — fuel-to-feed ratio
- Boiler drum level — three-element control (steam flow forward to feedwater demand)
- Distillation column reboiler — feed flow disturbance to steam flow
- Compressor anti-surge — flow demand changes to recycle valve
- Heat exchanger outlet — feed flow to utility flow
- Reactor temperature — feed flow to cooling utility
- Furnace radiant section — feed composition changes to fuel gas
The Chemical Engineer publishes a particularly good practitioner series on fired heater feedforward by Myke King, which goes into the heat balance derivation in detail.
When NOT to Use Feedforward Control
This is the differentiator from much of the feedforward content online. Most articles present feedforward as universally beneficial. In practice, feedforward is wrong for some applications.
Don’t use feedforward when:
- The disturbance variable can’t be measured reliably or affordably
- The disturbance is small enough that feedback alone handles it adequately
- The process model relating the disturbance to the controlled variable is unknown or unstable
- The disturbance variable has significant measurement noise that would be amplified through the feedforward calculation
- The dynamics of the disturbance path are unknown or vary substantially with operating conditions
- The added engineering, tuning, and maintenance burden isn’t justified by the disturbance rejection benefit
- Operators won’t understand or maintain the feedforward configuration, leading to it being bypassed or misconfigured
Cases where I’ve seen feedforward misapplied:
A reactor jacket temperature with feedforward from inlet temperature, where the inlet temperature was relatively stable but had significant measurement noise. The feedforward amplified the noise and made temperature control worse than feedback alone.
A storage tank level cascade with feedforward from outlet flow, where the outlet flow varied randomly because the downstream consumer was unpredictable. The feedforward was applying corrections based on patterns that didn’t repeat, just adding control complexity without benefit.
A column reboiler with feedforward from feed flow, where the feed flow rarely changed (the column ran at steady rate for weeks at a time). The feedforward provided no real benefit and the engineering effort was wasted.
The honest engineering answer: feedforward is a tool. Use it when the problem fits. Don’t use it because adding feedforward “looks like” advanced control — the question is whether the disturbance rejection benefit justifies the effort.
Feedforward Plus Cascade — The Most Powerful Combination
The tightest disturbance rejection in industrial process control combines feedforward with cascade. Each addresses different disturbance sources, and together they cover essentially all the disturbance space.
Cascade absorbs disturbances on the intermediate variable (typically a flow, pressure, or position) before they propagate to the primary variable.
Feedforward measures known disturbances on the input side and applies corrective action before any deviation occurs on the controlled variable.
Feedback PID trims any residual error from model imperfection, unmeasured disturbances, or downstream effects.
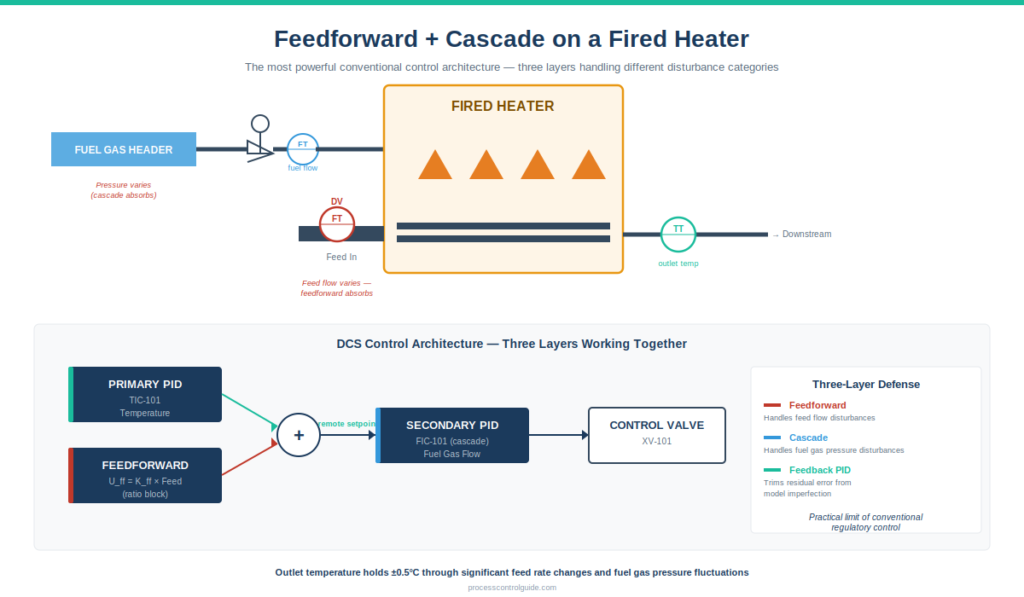
The classic implementation is a fired heater:
- Primary controller: outlet temperature feedback PID
- Secondary controller: fuel gas flow cascade (absorbs fuel gas pressure disturbances)
- Feedforward: feed flow signal multiplied by fuel-to-feed ratio, contributing to the secondary setpoint
When the fuel gas header pressure fluctuates, the cascade catches it. When the feed flow changes, the feedforward catches it. When something happens that neither the cascade nor the feedforward can predict, the feedback PID trims the small residual error.
This combination — feedforward plus cascade plus feedback — represents the practical limit of conventional regulatory control. Beyond this point, you’re looking at Model Predictive Control (MPC) or other advanced techniques.
For deeper cascade context, see our Cascade Control Explained guide.
Real Feedforward Control Examples From Process Plants
Concrete examples beat abstract theory. Here are feedforward implementations I’ve worked with or seen running in production.
Fired heater fuel-to-feed ratio feedforward.
On the gas-to-liquids facility in Africa, this was the implementation that taught me feedforward. The architecture:
- Primary loop: outlet temperature feedback PID
- Cascade: fuel gas flow secondary
- Feedforward: feed flow × ratio constant → added to fuel gas demand
The feedforward responded immediately to feed flow changes, while the temperature feedback only saw the resulting small residual error. Outlet temperature held within ±0.8°C through rate changes that would have caused ±5°C swings without feedforward.
Boiler drum level three-element control.
Three-element drum level control is the classic feedforward application taught in every process control course. It’s also one of the most widely deployed feedforward implementations in industry — every modern boiler control system uses it.
The three elements are:
- Drum level (controlled variable)
- Steam flow leaving the drum (disturbance variable)
- Feedwater flow entering the drum (manipulated variable)
The feedforward adds the measured steam flow to the feedwater demand, so when steam load changes, feedwater changes immediately. The drum level controller trims the small residual error.
Three-element control prevents the “shrink and swell” phenomenon that disrupts simple feedback drum level control — sudden steam load increases cause apparent level decrease (shrink), but the feedforward signal tells the feedwater system to increase flow before the level drops significantly.
Compressor anti-surge feedforward.
On the oil and gas mega-project in Asia where I currently work, centrifugal compressor anti-surge control uses feedforward from machine speed and suction conditions. When operating conditions change rapidly, the feedforward predicts the new surge line and adjusts the recycle valve setpoint, while the anti-surge feedback trims based on the actual operating point distance from the surge line.
This is a critical safety function — the consequence of compressor surge is severe mechanical damage. Pure feedback anti-surge control is too slow for some scenarios; feedforward provides the rapid response needed.
Distillation column feed feedforward.
On a refinery distillation unit, feed flow changes cause significant disruption to tray temperatures and product compositions. Feedforward from feed flow to the reboiler steam demand provides immediate compensation, with tray temperature feedback trimming residual error. The result is much smaller upsets during feed rate changes than feedback alone could achieve.
Feedforward Control Implementation in DCS Platforms
All modern DCS platforms support feedforward through standard function blocks. The configuration patterns differ slightly by vendor.
Honeywell Experion PKS.
In Experion Control Builder, feedforward is implemented using multiplication, summation, and lead-lag function blocks. The PID function block has built-in feedforward inputs that allow direct addition of a feedforward signal to the PID output, simplifying configuration. The lead-lag block handles dynamic compensation when needed.
On the oil and gas project in Asia I work on, feedforward configurations are common on fired heaters and reactors. For deeper Experion context, see our Honeywell Experion PKS architecture guide.
Yokogawa CENTUM VP.
CENTUM provides standard function blocks for ratio (RATIO), multiplication (MLD), and lead-lag (LLAG) calculations. Feedforward is wired together using these blocks and connected to the PID block’s feedforward input. The configuration is structured and predictable — characteristic of Yokogawa’s overall engineering approach. For deeper CENTUM context, see our Yokogawa CENTUM VP architecture guide.
Emerson DeltaV.
DeltaV’s PID function block includes explicit feedforward input with built-in lead-lag dynamic compensation. The configuration is straightforward — connect the disturbance measurement through the feedforward calculation directly to the PID block’s FF input. DeltaV’s documentation provides examples of feedforward implementation for common applications. For deeper DeltaV context, see our Emerson DeltaV architecture guide.
The practical truth across vendors.
Configuring feedforward is straightforward on every modern DCS. The engineering effort is in deciding what disturbances are worth measuring, deriving the process model coefficients, selecting appropriate dynamic compensation, and tuning the combined feedforward-plus-feedback system. The actual function block wiring takes hours; the engineering thought behind it takes days to weeks. Reference materials from the ISA standards catalog on control strategy selection complement vendor-specific implementation guidance.
Common Feedforward Control Mistakes I’ve Seen
After commissioning feedforward configurations on multiple oil and gas projects, here are the recurring mistakes:
Implementing feedforward without verifying the process model. The feedforward gain (K_ff) comes from heat or material balance — these calculations need to be checked against actual process data, not just taken from the design basis. Process conditions on real plants frequently differ from design.
Ignoring dynamic compensation when it matters. If the disturbance affects the controlled variable faster than the manipulated variable does, static feedforward will create disturbances rather than reject them. Dynamic compensation (lead-lag or deadtime) is essential when the dynamics differ significantly.
Amplifying measurement noise. A noisy disturbance variable measurement, multiplied through the feedforward gain, becomes a noisy contribution to the manipulated variable. The control valve cycles unnecessarily, and operations gets disturbed. Filter the disturbance measurement appropriately before using it.
Adding feedforward where feedback alone would suffice. Engineering effort for feedforward implementation should be justified by the disturbance rejection benefit. On loops with small disturbances or unmeasurable disturbances, the engineering effort is wasted.
Setting wrong sign on the feedforward calculation. When the disturbance variable changes, the feedforward output should move the manipulated variable in the direction that compensates — not in the wrong direction. A sign error on feedforward turns it from helpful to destructive. Verify the sign during commissioning.
Forgetting that feedforward is open-loop. Feedforward doesn’t know if its action was correct — it just applies the calculation. If the process changes (fouling, equipment changes, instrumentation drift), the feedforward gain may become wrong over time. Feedback PID needs to be configured to handle these long-term drifts.
Letting operators bypass feedforward without understanding. When operators don’t understand the feedforward, they sometimes bypass it during upsets — defeating the purpose. Documentation and training matter; if operations doesn’t trust the feedforward, they’ll work around it.
Failing to validate the feedforward during commissioning. Step-test the disturbance variable during commissioning and verify the controlled variable response. If the feedforward is doing its job, the controlled variable should barely move during the step test. If it moves significantly, the feedforward configuration is wrong.
Underestimating model uncertainty. Process models in real plants are always approximate. Heat capacities, heat transfer coefficients, and reaction rates change with operating conditions. Feedforward designed for a single operating point may not work at other operating points. Robust feedforward implementations account for this variability.
Implementing feedforward without involving operations. The operations team has to live with the feedforward configuration. They need to understand what it does, when it’s active, and how to handle mode transitions. Designing feedforward in isolation from operations leads to mistrust and bypassing.
Frequently Asked Questions
What is feedforward control in simple terms?
Feedforward control measures a disturbance variable directly and adjusts the process input before the disturbance affects the controlled variable. This differs from feedback control, which reacts only after the controlled variable has already deviated. Feedforward is proactive; feedback is reactive.
What is the difference between feedforward and feedback control?
Feedback control measures the controlled variable, calculates the error from setpoint, and corrects. Feedforward control measures a disturbance variable and corrects preemptively based on a process model. Feedback handles unmeasured disturbances but only reactively; feedforward handles measured disturbances proactively but requires a model. Most practical implementations combine both.
When should you use feedforward control?
Use feedforward when there is a significant measurable disturbance, the relationship between the disturbance and the controlled variable is predictable, and the disturbance rejection benefit justifies the engineering effort. Common applications include fired heaters, boilers, distillation columns, and any process with significant measurable upstream variations.
What is a feedforward control example?
A common example is fired heater fuel-to-feed ratio control: the feed flow is measured, multiplied by a calibration constant, and added to the fuel gas demand. When feed rate changes, fuel gas demand changes simultaneously, before the outlet temperature has had time to drift. Boiler three-element drum level control is another classic example.
Can feedforward control work alone without feedback?
In theory yes, but in practice no. Pure feedforward has no way to correct for model errors, unmeasured disturbances, or long-term process changes. Industrial implementations almost always combine feedforward with feedback PID. The feedforward handles the bulk of the disturbance rejection; the feedback trims residual error.
What is three-element control?
Three-element control is a boiler drum level control scheme that combines three measurements: drum level (controlled variable), steam flow (disturbance variable), and feedwater flow (manipulated variable). The steam flow is fed forward to the feedwater demand, with drum level providing trim correction. Three-element control is the classic industrial application of feedforward.
What is dynamic compensation in feedforward control?
Dynamic compensation accounts for the difference in dynamics between the disturbance path and the manipulated variable path. If a disturbance affects the controlled variable with a different deadtime or time constant than the manipulated variable does, dynamic compensation (typically lead-lag or deadtime blocks) matches the dynamics so the feedforward action arrives at the right time.
How does feedforward control combine with cascade control?
Feedforward and cascade are complementary architectures often used together. Cascade absorbs disturbances on an intermediate variable; feedforward addresses known measurable disturbances on input variables; feedback trims residual error. A fired heater with cascade fuel gas flow control plus feedforward from feed flow plus feedback temperature control represents the typical practical limit of conventional regulatory control.
Is feedforward control the same as model predictive control?
No. Feedforward uses a static model to react to measured disturbances. Model Predictive Control (MPC) uses a dynamic model to predict future process behavior and optimize control actions over a future horizon, handling multiple variables and constraints simultaneously. MPC is more sophisticated and capable but also significantly more complex to implement and maintain. Most industrial applications still use feedforward plus feedback rather than full MPC.
Conclusion
Feedforward control is one of the most powerful tools available in process industries when applied correctly. It addresses measurable disturbances proactively, eliminating the inherent delay of pure feedback control. Combined with cascade architectures and feedback PID, feedforward represents the practical limit of conventional regulatory control performance.
The most important practical truths about feedforward:
- Feedforward requires a measurable disturbance variable and an approximate process model — without both, it can’t work
- Static feedforward is sufficient for many applications; dynamic compensation matters only when disturbance and manipulated variable dynamics differ significantly
- Feedforward alone is incomplete — it must be combined with feedback PID to handle model imperfections and unmeasured disturbances
- The combination of feedforward, cascade, and feedback PID handles essentially all the disturbance space that conventional control can address
- Implementation in modern DCS platforms is straightforward; the engineering effort is in deciding what to feedforward and how to model it
On every major project I’ve worked on, the loops with feedforward are the ones operators trust most. Tight outlet temperature on fired heaters, smooth drum level through steam demand changes, stable column compositions through feed disturbances — these are feedforward implementations doing their job. When feedforward is properly designed, validated, and maintained, the operational benefit is significant. When it’s misapplied or poorly implemented, it adds complexity without value.
If you’re new to feedforward, start with simple ratio or summation architectures on loops where the disturbance is obvious and measurable. Verify the sign, validate the gain against process data, and test step responses during commissioning. As you gain experience, the architecture becomes second nature and you’ll recognize which loops genuinely benefit from feedforward versus which would work fine on feedback alone.
For broader process control theory context, see our PID Tuning Methods guide and Cascade Control Explained guide. For DCS platform context where these architectures are configured, see our What Is a DCS cornerstone guide.
About the Author
Daniel Reed is an Instrument and Controls Engineer with 14+ years of oil and gas EPC experience across onshore and offshore projects in Asia and Africa. He currently works as a client-side I&C completion engineer on a large oil and gas mega-project in Asia, where he has been involved with Honeywell Experion PKS and Safety Manager since 2018.
His earlier work covered Yokogawa CENTUM and Triconex SIS on an offshore brownfield in Africa (2015-2018), and Yokogawa CENTUM and ProSafe-RS on a gas-to-liquids facility in Africa. His focus is engineering deliverable review, control and safety system commissioning, HAZOP/SIL/SIF participation, FAT/SAT execution, loop tuning across multiple DCS platforms, and vendor coordination across Honeywell, Yokogawa, Triconex, Allen-Bradley, and Siemens platforms.